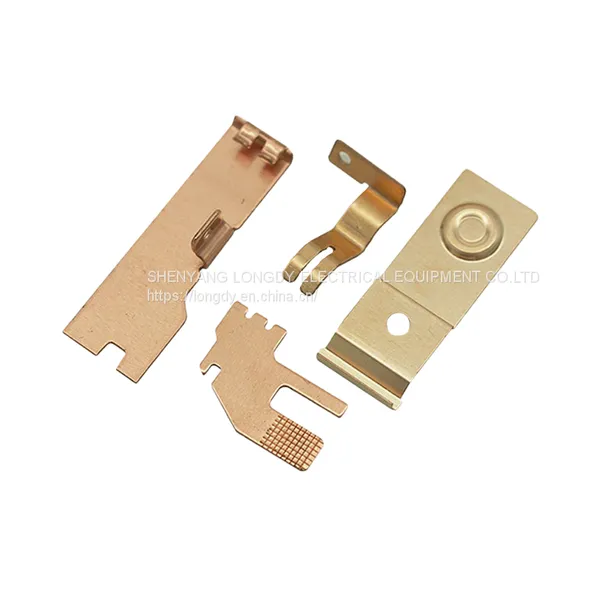
How to eliminate the rupture phenomenon of aluminum stamping processing?
In the aluminum stamping process, the rupture phenomenon is a common problem, which will directly affect the quality of the finished product and production efficiency. To eliminate or reduce the rupture of aluminum in the stamping process, it is necessary to conduct an in-depth analysis from the material selection, process control and other dimensions, and take corresponding measures.
Aluminum and its alloys are widely used in industrial production, especially in the automotive, electronics and packaging industries, due to their good plasticity and toughness. However, aluminum also has some characteristics that are not conducive to stamping processing, such as relatively low strength, susceptibility to work hardening and significant anisotropy. Therefore, when selecting aluminum, consideration should be given to whether its mechanical properties are suitable for the subsequent machining process.
Optimized design is the key. Reasonable mold design and product structure design can effectively prevent the rupture of aluminum in the stamping process. Simulation and analysis using computer-aided engineering (CAE) technology at the design stage predicts the possible locations and causes of rupture, which can then be optimized.
Accurate control of stamping process parameters is critical. These include stamping speed, press force, crimping force, and lubrication. Excessive stamping speed may lead to insufficient material deformation, increasing the risk of rupture; while appropriate stamping pressure and crimping force can ensure smooth flow of aluminum in the die, reducing the possibility of rupture. In addition, good lubrication conditions not only reduce friction, but also prevent premature rupture of the material.
In addition to this, the pretreatment of aluminum should not be neglected. For example, annealing treatment is used to reduce the hardness of the material and increase the plasticity, making it more suitable for stamping processing. At the same time, removing impurities and oxide film on the surface of aluminum can also reduce the occurrence of rupture.
In practice, real-time monitoring and adjustment are equally important. Through continuous monitoring of equipment status, material properties and process parameters, adjustments can be made as soon as anomalies are detected, which can avoid the emergence of batch rupture problems. At the same time, rupture problems that have already occurred should be thoroughly analyzed to find the root cause and develop improvement measures.
The use of high-quality raw materials is also very critical. If the raw material contains inclusions or air bubbles, these defects will become places of stress concentration, which can easily lead to rupture of the material during the stamping process.
Recently Posted
-
Discover the wonderful world of microswitches
November 24, 2025In the vast ocean of modern technology, there are countless fascinating tiny wonders. Although they are inconspicuous, they play a Read More
Read More -
Why use high voltage auxiliary switches for triplex mechanisms in power equipment? In-depth analysis
November 24, 2025In the complex operation system of power equipment, the three-position mechanism plays a crucial role. Among them, the application Read More
Read More -
Several golden rules for selecting materials in stamping processing
August 5, 2024In stamping processing, the selection of materials is crucial, because it not only affects the quality and precision of the parts, Read More
Read More -
How to improve the precision and efficiency of CNC machining?
August 5, 2024In modern manufacturing, CNC technology has become the core force in the production of complex parts and components with its high Read More
Read More

Contact Us
Recommended Products
-
 Microswitch LXC Model Pertain Grounding Switches Knife Gate Switches Transfer Switches Contactors Metro DoorUS$ 11.6 - 15MOQ: 10 Pieces
Microswitch LXC Model Pertain Grounding Switches Knife Gate Switches Transfer Switches Contactors Metro DoorUS$ 11.6 - 15MOQ: 10 Pieces -
High Voltage Auxiliary Switches, Type FA, Sliding Contact Construction, for Motor-drive Mechanism, Three-position Mechanism, Quick-earthing SwitchesUS$ 14.3 - 16MOQ: 5 Pieces
-
Microswitch S100u Type Suitable for Contactors Vacuum Circuit Breakers Knife Gate SwitchesUS$ 6.2 - 8MOQ: 20 Pieces
-
Microswitch Type LXF Suitable for ContactorsUS$ 17.14 - 21.43MOQ: 5 Pieces
-
Microswitches Type LXE for ContactorsUS$ 3.57 - 4.29MOQ: 20 Pieces





-
High Voltage Auxiliary Switch FC Model Travel Switch Rack and Pinion Suitable for Hydraulic MechanismsUS$ 215.9 - 249MOQ: 5 Pieces
-
High Voltage Auxiliary Switch FK Model Pertain For Electric Mechanism Hydraulic Mechanism Disc Spring Mechanism Quick-grounding MechanismUS$ 56.2 - 60MOQ: 5 Pieces
-
Waterproof Microswitch Specialized in Machinery Industry Switches Factory Direct SaleUS$ 18.57 - 22.86MOQ: 20 Pieces
-
Manufacturer of LFD High-voltage Auxiliary Switch Circuit Breaker SwitchUS$ 37.9 - 40MOQ: 10 Pieces
-
Auxiliary Switch Circuit Breaker Rail Transportation High Voltage Switch Pure Silver Contact PA66 ShellUS$ 37.5 - 55MOQ: 10 Pieces




-
Auxiliary Switch High Voltage Switch Silver Contact Mounting Accessories PC MaterialUS$ 27.7 - 35MOQ: 5 Pieces
-
Medical Housing Plastic Housing Plastic Parts Processing Injection Molding Parts ManufacturersUS$ 20 - 80MOQ: 5000 Pieces
-
FA (F10) Fast Tap Auxiliary Switch High Voltage Switch Circuit Breaker Slow Speed Mechanism Auxiliary SwitchUS$ 20 - 25MOQ: 10 Pieces
-
The Silver Contact of the Transfer Switch Has High Contact Pressure and Strong Seismic Performance, Suitable for Industries Such as Power Industry AutomationUS$ 20.5 - 25MOQ: 5 Pieces
-
Precision Stamping Parts Processing Plant Stainless Steel Copper Aluminium Non-standard PartsUS$ 0.1 - 0.5MOQ: 1000 Pieces




-
Precision Stamping Parts Processing Source Factory Excellent Material for Non-Standard Metal PartsUS$ 0.1 - 3MOQ: 5000 Pieces
-
CNC Stamping Parts ISO 9001 Certified Machining Services High Quality Stainless Steel PartsUS$ 0.2 - 1MOQ: 2000 Pieces
-
Stamping Parts Processing Plant Stainless Steel Special-shaped Parts Custom High PrecisionUS$ 0.2 - 5MOQ: 10000 Pieces
-
Medical Equipments Shell Injection Plastic Molding ABS PC PP PVC PE Professional CustomizedUS$ 11 - 14MOQ: 100 Pieces
-
Stamping Parts Chinese Supplier Custom High Precision Non-Standard Stainless Steel Metal PartsUS$ 0.02 - 0.1MOQ: 1000 Pieces